





Kuumalt sepistatud haagise tarvikud
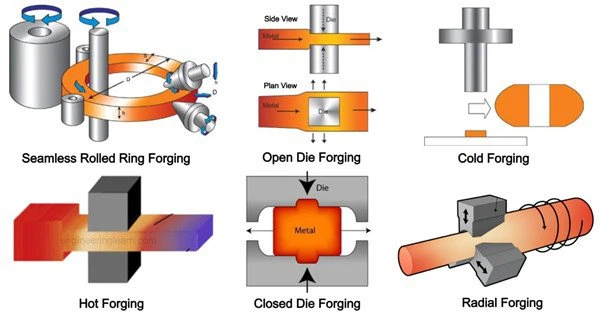
Terase esialgne ümberkristallimistemperatuur on umbes 727 kraadi, kuid eraldusjoonena kasutatakse tavaliselt 800 kraadi ja temperatuur üle 800 kraadi on kuum sepistamine; vahemikus 300–800 kraadi, nimetatakse seda soojaks või poolkuumaks sepistamiseks ja sepistamine toimub toatemperatuuril. nimetatakse külmsepistamiseks.
Terase esialgne ümberkristallimistemperatuur on umbes 727 kraadi, kuid eraldusjoonena kasutatakse tavaliselt 800 kraadi ja temperatuur üle 800 kraadi on kuum sepistamine; vahemikus 300–800 kraadi, nimetatakse seda soojaks või poolkuumaks sepistamiseks ja sepistamine toimub toatemperatuuril. nimetatakse külmsepistamiseks.
Enamikus tööstusharudes kasutatavad sepised on kuumsepised. Sooja ja külma sepistamist kasutatakse peamiselt osade, näiteks autode ja üldmasinate sepistamiseks. Soe ja külm sepistamine võib materjale tõhusalt säästa.
Qinhuangdao Zhongwei Precision Machinery Co., Ltd. on sepistamise, töötlemise ja sepistamise tootmisele spetsialiseerunud ettevõte. Tooteid saab toota vastavalt joonistele ja keemilisele koostisele ning vaba sepistamise, stantsimise, töötlemata töötlemise, kuumtöötluse ja viimistluse integreerimine on lõpule viidud. Pikaajaline koostöö kraana-, nafta-, keemia-, kaevandus-, metallurgia-, hüdraulika-, koksi-, rongi-, ehitusmasinate ja teiste ettevõtetega.
Toote kirjeldus
1. Rakendusstandardid: ettevõte rakendab rangelt ISO9001, ISO14001, IATF16949 sertifikaate
Tooted on läbinud ROHSi, FDA EU jne sertifikaadi.
2. Toote materjalistandardid: ISO, GB, ASTM, SAE, EN, DIN, BS, AMS, JIS, ASME, DMS, TOCT, GB
3. Põhiprotsess: külm sepistamine, kuum sepistamine, vaba sepistamine, lootemembraani sepistamine, stantsimine ja spetsiaalne sepistamine. Ja sellel on survevaluprotsess, investeerimisvalu, kestade valamine, jäme eemaldamine, liivapritsiga töötlemine, mehaaniline töötlemine, kuumtöötlus, lekketestimine, pinnatöötlus jne.
4. Kuum sepistatud haagise tarvikud Saadaval olevad materjalid:
Vask, titaanisulam, kõrge mangaanisisaldusega teras, kõrge kroomisisaldusega teras, kõrge niklisisaldusega teras, süsinikteras, alumiiniumsulam, legeerteras, roostevaba teras, hallmalm, malm, valuteras jne on kohandatud vastavalt kliendi nõudmistele.
Materjalid kuumsepistatud haagise tarvikute jaoks
Sepismaterjalideks on peamiselt erineva koostisega süsinikteras ja legeerteras, millele järgnevad alumiinium, magneesium, vask, titaan jne ning nende sulamid. Materjali toores olek on latt, valuplokk, metallipulber ja vedel metall. Metalli deformatsioonieelse ristlõikepindala suhet deformatsioonijärgsesse ristlõikepindalasse nimetatakse sepistamissuhteks. Sepistamissuhte, mõistliku kuumutamistemperatuuri ja hoidmisaja, mõistliku sepistamise algtemperatuuri ja lõpliku sepistamistemperatuuri, mõistliku deformatsioonikoguse ja deformatsioonikiiruse õigel valikul on palju pistmist toote kvaliteedi parandamise ja kulude vähendamisega.
Üldjuhul kasutatakse väikeste ja keskmise suurusega sepistes toorikutena ümaraid või kandilisi vardaid. Varda tera struktuur ja mehaanilised omadused on ühtlased ja head, kuju ja suurus on täpsed ning pinna kvaliteet on hea, mis on mugav masstootmiseks. Kuni kuumutamistemperatuuri ja deformatsioonitingimusi kontrollitakse mõistlikult, saab suurepärase jõudlusega sepiseid sepistada ilma sepistamise suurte deformatsioonideta.
Valuplokke kasutatakse ainult suurte sepistete jaoks. Valuplokk on suurte sammaskujuliste kristallidega ja lahtise keskpunktiga valatud struktuur. Seetõttu on suure plastse deformatsiooni teel vaja sammaskristallid purustada peeneks teradeks ja neid lõdvalt tihendada, et saada suurepäraseid metallkonstruktsioone ja mehaanilisi omadusi.
Pressitud ja paagutatud pulbermetallurgia toorikutest saab kuumas olekus ilma välguta sepistamise teel pulbersepiseid valmistada. Sepistamispulber on lähedane üldiste stantsidega sepistamise tihedusele, sellel on head mehaanilised omadused ja suur täpsus, mis võib vähendada järgnevaid lõikamisoperatsioone. Pulbersepistamisel on ühtlane sisemine struktuur ja puudub segregatsioon ning neid saab kasutada väikeste hammasrataste ja muude toorikute valmistamiseks. Pulbri hind on aga palju kõrgem kui üldbatoonidel ning selle kasutamine tootmises on piiratud.
Matriitsiõõnsusse valatud vedelale metallile staatilise rõhu rakendamine paneb selle tahkuma, kristalliseeruma, voolama, plastiliselt deformeeruma ja surve mõjul vormuma ning seejärel on võimalik saada soovitud kuju ja omadustega stantsitud sepiseid. Vedelmetalli stantsimine on vormimismeetod survevalamise ja stantsiga sepistamise vahel ning sobib eriti keerukate õhukeseseinaliste osade jaoks, mida on raske vormida üldises stantsimises.
Lisaks tavalistele materjalidele, nagu süsinikteras ja erineva koostisega legeerteras, millele järgnevad alumiinium, magneesium, vask, titaan jne ning nende sulamid, rauapõhised supersulamid, niklipõhised supersulamid ja koobaltipõhised supersulamid. deformeerunud sulamid valmivad ka sepistamise või valtsimise teel, kuid neid sulameid on nende suhteliselt kitsa plastilise tsooni tõttu suhteliselt raske sepistada. Erinevatel materjalidel on ranged nõuded küttetemperatuurile, avamistemperatuurile ja lõplikule sepistamistemperatuurile.
Protsessi kulg
Erinevatel sepistamismeetoditel on erinevad protsessid. Nende hulgas on kuumstantsimise protsess pikim ja üldine järjekord on: sepistamistooriku tühjendamine; sepistamistooriku soojendamine; rulli sepistamise ettevalmistamise toorik; stantsitud sepistamine; korrastamine; mulgustamiseks; sirgendamine; Vahekontroll, et kontrollida sepiste suurust ja pinnadefekte; sepiste kuumtöötlemine, et kõrvaldada sepistamispinge ja parandada metalli lõikamist; puhastamine, peamiselt pinna oksiidikatlakivi eemaldamiseks; parandus; See peab läbima keemilise koostise, mehaaniliste omaduste, jääkpinge ja muude kontrollide ning mittepurustavate katsete.
Sepistamise omadused
Võrreldes valanditega saab pärast sepistamist parandada metalli struktuuri ja mehaanilisi omadusi. Pärast valustruktuuri deformeerimist sepistamismeetodil muutuvad algsed jämedad dendriidid ja sammaskujulised terakesed metalli deformatsiooni ja ümberkristallimise tõttu peenemate teradega ja ühtlase suurusega rekristalliseeritud struktuuriks, mis muudab terases esialgse eraldumise ja ümberkristallimise valuplokk. Poorsus, poorid, räbu kandmised jne tihendatakse ja keevitatakse ning organisatsioon muutub kompaktsemaks, mis parandab metalli plastilisust ja mehaanilisi omadusi.
Valandite mehaanilised omadused on madalamad kui samast materjalist sepistel. Lisaks võib sepistamisprotsess tagada metallkiudude struktuuri järjepidevuse, nii et sepistamise kiudude struktuur on kooskõlas sepistamise kujuga ja metalli voolujoon on täielik, mis tagab osadel head mehaanilised omadused ja pikk kasutusiga. Kasutatakse täppisstantsimist ja külmekstrusiooni. Sepised, mis on toodetud selliste protsessidega nagu soe ekstrusioon ja soe ekstrusioon, on valanditega võrreldamatud.
Sepis on objekt, millele avaldatakse metallile survet, et kujundada plastilise deformatsiooni teel soovitud kuju või sobiv survejõud. See jõud saavutatakse tavaliselt haamri või surve abil. Sepistamisprotsess loob rafineeritud terastruktuuri ja parandab metalli füüsikalisi omadusi. Komponenti reaalses kasutuses võimaldab õige konstruktsioon osakeste voolu põhirõhu suunas. Valandid on metalli vormivad esemed, mis on saadud erinevatel valumeetoditel, see tähendab, et sulatatud vedel metall süstitakse eelnevalt ettevalmistatud valuvormi valades, süstides, imedes või muul valumeetodil ning pärast jahutamist töödeldakse seda mahakukuva liivaga, puhastatakse. ja järeltöötlus. Saadud teatud kuju, suuruse ja omadustega objektide töötlemine jne.
Valamisjärgne protsess
1. Kuumtöötlus: lõõmutamine, karboniseerimine, karastamine, karastamine, normaliseerimine, pinna karastamine
2. Töötlemisseadmed: CNC, WEDM, treipink, freespink, puurmasin, veski jne;
3. Pinnatöötlus: pulberpihustamine, kroomimine, värvimine, liivapritsiga töötlemine, nikeldamine, galvaniseerimine, mustamine, poleerimine, siniseks muutmine jne.
Vormid ja ülevaatusseadmed
1. Vormi kasutusiga: tavaliselt poolpüsiv. (välja arvatud kadunud vaht)
2. Vormi tarneaeg: 10-25 päeva (vastavalt toote struktuurile ja toote suurusele).
3. Tööriistade ja hallituse hooldus: Zhongwei vastutab täppisosade eest.

Kvaliteedi kontroll
1. Kvaliteedikontroll: defektide määr on väiksem kui 0,1 protsenti .
2. Proove ja proovitööd kontrollitakse 100 protsenti tootmise ajal ja enne saatmist, masstootmise proovide kontrollimine vastavalt ISDO standarditele või kliendi nõuetele
3. Testimisseadmed: vigade tuvastamine, spektranalüsaator, kuldse kujutise analüsaator, kolme koordinaadiga mõõteseade, kõvaduse testimise seadmed, tõmbetugevuse testimise masin;
4. Pakkuge müügijärgset teenindust.







Küsi pakkumist