





Sepistatud autoosad
Autode metallmaterjalidest on sepistatud autoosad paremad kuumtöötluse näitajad kui valandid ja profiilid, mistõttu on neil suurem tugevus ning hea löögi- ja kulumiskindlus.
Autode metallmaterjalidest on sepistatud autoosad paremad kuumtöötluse näitajad kui valandid ja profiilid, mistõttu on neil suurem tugevus ning hea löögi- ja kulumiskindlus.
Erinevad käigud ja võllid ühendusvarrastes, väntvõllides, autode käigukastides, ühendusvarraste otste kuulliigendid ja vedrustuse kronsteinid jne. Rohkem veokeid (nagu teljed, poolvõllid, rummu teljepead, sõukruvi võlli kahvlid, veokonksud , jne.).
Qinhuangdao Zhongwei Precision Machinery Co., Ltd. on sepistamise, töötlemise ja sepistamise tootmisele spetsialiseerunud ettevõte. Tooteid saab toota vastavalt joonistele ja keemilisele koostisele ning vaba sepistamise, stantsimise, töötlemata töötlemise, kuumtöötluse ja viimistluse integreerimine on lõpule viidud. Pikaajaline koostöö kraana-, nafta-, keemia-, kaevandus-, metallurgia-, hüdraulika-, koksi-, rongi-, ehitusmasinate ja teiste ettevõtetega.
Toote kirjeldus
1. Rakendusstandardid: ettevõte rakendab rangelt ISO9001, ISO14001, IATF16949 sertifikaate
Tooted on läbinud ROHSi, FDA EU jne sertifikaadi.
2. Toote materjalistandardid: ISO, GB, ASTM, SAE, EN, DIN, BS, AMS, JIS, ASME, DMS, TOCT, GB
3. Põhiprotsess: külm sepistamine, kuum sepistamine, vaba sepistamine, lootemembraani sepistamine, stantsimine ja spetsiaalne sepistamine. Ja sellel on survevaluprotsess, investeerimisvalu, kestade valamine, jäme eemaldamine, liivapritsiga töötlemine, mehaaniline töötlemine, kuumtöötlus, lekketestimine, pinnatöötlus jne.
4. Saadaval olevad sepistatud autoosade materjalid:
Vask, titaanisulam, kõrge mangaanisisaldusega teras, kõrge kroomisisaldusega teras, kõrge niklisisaldusega teras, süsinikteras, alumiiniumsulam, legeerteras, roostevaba teras, hallmalm, malm, valuteras jne on kohandatud vastavalt kliendi nõudmistele.
Sepistatud autoosade protsessiomadused ja klassifikatsioon
1. Mootori ühendusvarda sepistamise protsessi seadmed
Automootori ühendusvarras on kaks peamist sepistamisprotsessi, millest üks on kuuma stantsi sepistamispressi tootmisliini kasutamine ja teine on elektrohüdraulilise stantsimisvasara tootmisliini kasutamine. Esimene sobib masstootmiseks, teine aga keskmiste ja väikeste partiide ning mitmesordiliseks tootmiseks. Kuumvormi sepistamispressi tootmisliini põhikomponendid on baariladu, vardade automaatne paigutus- ja etteandeseade, induktsioonkuumutusahi, tühjendusseade, varda lõikamismehhanism ja kuuma stantsi sepistamispress. Kuumvormi sepistamispressi tootmisliin kasutab sepistamisprotsessi, mis koosneb ühest stantsist ja kahest tükist, tootlikkus võib olla kuni 800-1200 tükki tunnis ja materjali kasutusmäär on üle 95 protsendi. Kuigi kuumstantsimispressi tootmisliinil on majanduslikud ja tehnilised eelised, piiravad seda sellised tegurid nagu suured investeeringud, kõrge spetsialiseerumistase, kõrged vormide tootmis- ja hoolduskulud ning selle käivitusmäär peab olema üle 70 protsendi. mis ajab paljud tootjad kohkuma. Elektrohüdraulilise stantsimisvasara tootmisliin toodab sõiduautode ühendusvarda sepiseid. See kasutab sepistamisprotsessi ühest stantsist ja ühest tükist. Baar lõigatakse kangideks, kuumutatakse ja seejärel sepistatakse. Elektrohüdraulilise stantsimisvasara tootmisliini põhikomponendid on varda lõikamismasin, induktsioonkuumutusahi, etteandeseade, ristkiilvaltspink või rullsepistamismasin, elektrohüdrauliline stantsi sepistamisvasar, trimmimise korrigeerimismasin jne. Juhttehnoloogia puhul saab elektrohüdrauliline stantsvasar juhtida ja reguleerida protsessi parameetreid, nagu löökenergia, löögiajad, löögiintervall jne, et täita sepistamise energianõudeid parima löögijõuga, mida ei saa parandab ainult sepistamise kvaliteeti, vaid pikendab ka vormi eluiga. Kuigi elektrohüdraulilise stantsimisvasara tootmisliini tootlikkus on tavaliselt vaid umbes pool kuumstantsimispressi tootmisliini tootlikkusest, on selle investeering võrdne ainult ühe kolmandikuga viimasest. tootjate poolt eelistatud.
Automootori kepsu sepistamise tehniline arengusuund on sepistamise tootmisliini mehhaniseerituse ja automatiseerimise taseme parandamine ning uute sepistamisprotsessi meetodite kasutuselevõtt. Ilmselgelt on sepistamise tootmisliini mehhaniseerimise ja automatiseerimise taseme parandamine tööstuse konsensus. Arenenud riikides on tavapärane kasutada mehhaniseeritud peale- ja mahalaadimisseadmeid, mehhaniseeritud transpordiseadmeid, manipulaatoreid ja automaatjuhtimistehnoloogiat konveieri tehniliseks muutmiseks, käsitsi käitamise lülide vähendamiseks ning automaatse või poolautomaatse tootmise realiseerimiseks. Uute sepistamismeetodite katsetamiseks on kaks katset. Üks neist on pulbersepistamisprotsess, see tähendab, et metallipulbriga paagutatud toorikut kuumutatakse stantsimiseks; teine on kiire sepistamine mitme jaamaga automaatsel kuumsuunamismasinal. Esimese eeliseks on sepiste väike kaaluhälve ja võimalus toota keeruka kujuga sepiseid jne. See sobib eriti hästi arenenud mootoritele, millel on kõrged dünaamilise tasakaalu nõuded ja seda kasutavad paljud tootjad; tootja poolt aktsepteeritud.
2. Sepistamisprotsessi seadmed ketashammasrataste toorikute jaoks
Ketaskäigu toorik on tüüpiline autode ketassepiste esindaja. Suure koguse tõttu tuleb seda toota ülitäpse, suure tõhususega ja odava protsessiga. Varajases tootmisprotsessis kasutati põhimasinana sepistamisvasarat, mehaanilist pressi, kruvipressi või kuumstantsimispressi. Baar lõigati kangiks ja seejärel kuumutati, mis valmis mitmes protsessis. Suur kogus ja madal materjali kasutusmäär. Pärast toorikute täiustamise kontseptsiooni ilmumist on kiire kuumtöötlusmasina automaatne tootmisliin muutunud kõige ideaalsemaks valikuks ketasülekande toorikute tootmiseks. Kiire kuumpeamismasina automaatse tootmisliini tüüpiline konfiguratsioon on materjalirest, automaatne etteandeseade, induktsioonkuumutusahi, rull-söötmismehhanism ja mitme jaamaga kiire kuumpeamismasin. Pärast seda, kui kuumutatud latt siseneb suure kiirusega kuumtöötlemismasinasse, viiakse kõik protsessid, nagu tooriku lõikamine, vormimine, eelsepistamine, lõplik sepistamine ja mulgustamine, kordamööda lõpule. Sepiste teisaldamine jaamade vahel viiakse roboti poolt automaatselt lõpule. Kiire kuumapealkirja masina automaatne tootmisliin suudab realiseerida tõelise kareduse täpsustamise. Sepiste suurus ja kuju on lähedased töödeldud detailidele, mis parandab materjali kasutust ja säästab töötlemisaega. Sepistel on ideaalsem metallograafiline struktuur ja mehaanilised omadused ning tootlikkus on tavaline sepis. Meetod on mitmekordne või isegi kümnekordne ja selle igakülgne majanduslik kasu on väga märkimisväärne.
3. Hammasratta võlli sepistamise protsessi seadmed
Auto käiguvõll on käigukasti oluline osa ja on tüüpiline auto võll, millel on sihvakuse ja mitmeastmelisuse omadused. Traditsiooniline võlli osade valmistamise protsess on sepistamine stantsimisvasara või kuuma stantsiga sepistamispressiga, kuid selle protsessi käigus toodetud sepised on madala täpsusega, vähese materjalikulu ja suure töötlusvaruga. Ristkiilvaltsimise protsessi tekkimine lahendab probleemi tõhusalt. see probleem. Ristkiiluga valtsimisprotsess on uus tehnoloogia, millel on kõrge efektiivsus, energiasääst ja materjalisääst. Kuumutatud latt siseneb ristkiilvaltsimisseadmesse ning ristkiilvaltsimine pressib ja jaotab metalli pidevalt ühe töötsükli jooksul, moodustades kuju- ja suurusenõuetele vastavad astmelise võlli sepised. , ja õõnesvõlli sepiseid saab toota torudega toorikutena. Kuna ristkiilvaltsimise protsess sobib sümmeetriliste osade töötlemiseks, paigutatakse osade paar sageli vormi kujundamiseks sümmeetriliselt, mis toob kasu nii valmistatavusele kui ka tootlikkusele. Ristkiilvaltsimise protsessi omadused seisnevad selles, et ühe või paari osa on võimalik saada ühe käiguga ja kõrge tootmistõhususega; pidev metalli deformatsioon, väike deformatsioonijõud ja pikk stantsi kasutusiga; Ristkiilvaltsimise automaatse tootmisliini koostis on suhteliselt lihtne, tavaliselt koosneb see automaatsest etteandeseadmest, induktsioonkuumutusahjust ja ristkiilvaltsimistehasest. Ristkiilvaltspink on kahevaltsilise ja tasapinnalise struktuuriga. Lameda ristkiiluga valtspinki käitab masinad või hüdrauliline rõhk ning kahte lamedat plaatmalli kasutatakse tooriku rullimiseks lineaarseks edasi-tagasi liikumiseks; Rullid, toorikud moodustatakse pöörlevates rullides. Esimese eelised on lihtne struktuur, lihtne reguleerimine, vormide odav hind ja sepistamise kõrge täpsus; puudused on piiratud liikumine, väike deformatsioon, tühikäik ja madal tootmise efektiivsus; viimasel on kompaktne struktuur, mis võimaldab pidevat tootmist ja tootmise efektiivsust. Puuduseks on see, et vormi on raske valmistada ja sepistamise täpsus on madal.
Valamisjärgne protsess
1. Kuumtöötlus: lõõmutamine, karboniseerimine, karastamine, karastamine, normaliseerimine, pinna karastamine
2. Töötlemisseadmed: CNC, WEDM, treipink, freespink, puurmasin, veski jne;
3. Pinnatöötlus: pulberpihustamine, kroomimine, värvimine, liivapritsiga töötlemine, nikeldamine, galvaniseerimine, mustamine, poleerimine, siniseks muutmine jne.
Vormid ja ülevaatusseadmed
1. Vormi kasutusiga: tavaliselt poolpüsiv. (välja arvatud kadunud vaht)
2. Vormi tarneaeg: 10-25 päeva (vastavalt toote struktuurile ja toote suurusele).
3. Tööriistade ja hallituse hooldus: Zhongwei vastutab täppisosade eest.

Kvaliteedi kontroll
1. Kvaliteedikontroll: defektide määr on väiksem kui 0,1 protsenti .
2. Proove ja proovitööd kontrollitakse 100 protsenti tootmise ajal ja enne saatmist, masstootmise proovide kontrollimine vastavalt ISDO standarditele või kliendi nõuetele
3. Testimisseadmed: vigade tuvastamine, spektranalüsaator, kuldse kujutise analüsaator, kolme koordinaadiga mõõteseade, kõvaduse testimise seadmed, tõmbetugevuse testimise masin;
4. Pakkuge müügijärgset teenindust.

Rakendus
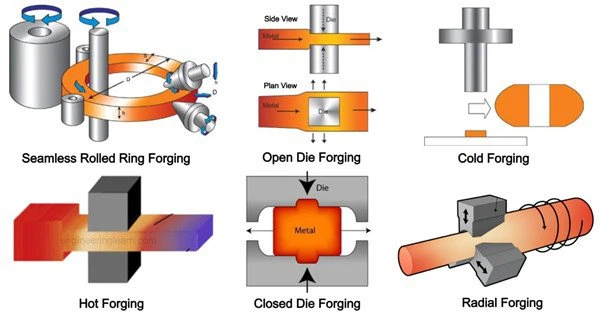
Autotööstus on sepistoodete tootjate olulisim kasutaja, sest autotööstuses kasutatakse üle 60 protsendi sepistest. Võrreldes masinatööstusega pööratakse autotööstuses rohkem tähelepanu sepistamise täpsusele, mikrostruktuuride ja sepiste õõnesosade moodustamisele ning maksimaalsele kaalu vähendamisele. Tänu Forged autoosade suurele tugevusele ja suurele töökindlusele on sepiseid alati kasutatud auto oluliste osade toorikutena. Roolisanga osad jne. Tüüpiliste autode sepistamise võib jagada kahte kategooriasse, nimelt tavaliseks stantsiks ja spetsiaalseks stantsiks. Tavalist stantsi sepistamist teostatakse sepistamisvasaratel ja kuumstantsimispressidel väikese välguga ja ilma välguta ning spetsiaalse stantsi sepistamisel kasutatakse ristkiilvaltsimise, pöördevaltsimise ja radiaalse sepistamise protsessi.






Küsi pakkumist