





Mittestandardsed kohandatud kuumsepised
Tooteid saab toota vastavalt joonistele ja keemilisele koostisele ning vaba sepistamise, stantsimise, töötlemata töötlemise, kuumtöötluse ja viimistluse integreerimine on lõpule viidud. Pikaajaline koostöö kraana-, nafta-, keemia-, kaevandus-, metallurgia-, hüdraulika-, koksi-, rongi-, ehitusmasinate ja teiste ettevõtetega.
Qinhuangdao Zhongwei Precision Machinery Co., Ltd. on sepistamise, töötlemise ja sepistamise tootmisele spetsialiseerunud ettevõte. Tooteid saab toota vastavalt joonistele ja keemilisele koostisele ning vaba sepistamise, stantsimise, töötlemata töötlemise, kuumtöötluse ja viimistluse integreerimine on lõpule viidud. Pikaajaline koostöö kraana-, nafta-, keemia-, kaevandus-, metallurgia-, hüdraulika-, koksi-, rongi-, ehitusmasinate ja teiste ettevõtetega.
Toote kirjeldus
1. Rakendusstandardid: ettevõte rakendab rangelt ISO9001, ISO14001, IATF16949 sertifikaate
Tooted on läbinud ROHSi, FDA EU jne sertifikaadi.
2. Toote materjalistandardid: ISO, GB, ASTM, SAE, EN, DIN, BS, AMS, JIS, ASME, DMS, TOCT, GB
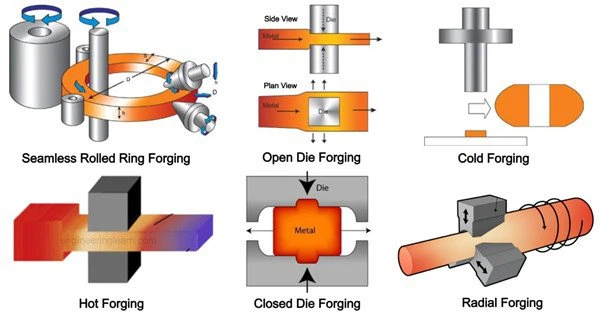
3. Põhiprotsess: külm sepistamine, kuum sepistamine, vaba sepistamine, lootemembraani sepistamine, stantsimine ja spetsiaalne sepistamine. Ja sellel on survevaluprotsess, investeerimisvalu, kestade valamine, jäme eemaldamine, liivapritsiga töötlemine, mehaaniline töötlemine, kuumtöötlus, lekketestimine, pinnatöötlus jne.
4. Mittestandardsete kohandatud kuumsepiste jaoks saadaolevad materjalid:
Vask, titaanisulam, kõrge mangaanisisaldusega teras, kõrge kroomisisaldusega teras, kõrge niklisisaldusega teras, süsinikteras, alumiiniumsulam, legeerteras, roostevaba teras, hallmalm, malm, valuteras jne on kohandatud vastavalt kliendi nõudmistele.
Kuumtöötlusprotsess
Mittestandardsete kohandatud kuumsepiste kuumtöötlemise tehnoloogiad hõlmavad peamiselt lõõmutamist, normaliseerimist, karastamine, karastamine, karastamine ja karastamine, lahuse töötlemine ja vananemistöötlus. Nende hulgas hõlmab lõõmutamine ka mittetäielikku lõõmutamist, täielikku lõõmutamist, isotermilist lõõmutamist, üldist sferoidiseerivat lõõmutamist, isotermilist sferoidiseerivat lõõmutamist, kiiret sferoidiseerivat lõõmutamist (normaliseeriv-sferoidiseeriv lõõmutamine); normaliseerimine hõlmab tavalist normaliseerimist ja kaheastmelist normaliseerimist. Lisaks on sepistamise kuumkarastamine, normaliseerimine osa heitsoojusest, karastamine osa heitsoojust, isotermiline lõõmutamine osa heitsoojust ja kõrge temperatuuriga karastamine.
1. Mittetäielik lõõmutamine
Kuumutage terast lühiajaliselt temperatuurini Ac1 kuni Ac3 (või Acm), aeglase jahutamisega kuumtöötlusprotsess pärast lühikest hoidmist, et saada sfäärilise perliidi ja sfäärilise karbiidi struktuur, vähendada kõvadust ja parandada töödeldavust, kasutatakse peamiselt tööriistaterase jaoks. , Laagri teras külmstants teras.
2. Täielik lõõmutamine (tavaliselt nimetatakse lõõmutamiseks)
Hüpoeutektoidterast kuumutatakse 30-50 kraadini üle A c3 ja austenitiseerimine viiakse lõpule kuumuse säilitamise teel ning koostis on põhimõtteliselt ühtlane. Tasakaalustatud struktuuri saamiseks kõrvaldatakse sepistamispinge, vähendatakse kõvadust, paraneb plastilisus ja paraneb lõikejõudlus; jämedad terad eemaldatakse, konstruktsioon paraneb ja konstruktsioon valmistatakse ette detailide järgnevaks kuumtöötlemiseks. Tavaliselt kasutatakse hüpoeutektoidse terase jaoks, nagu 5CrMnMo jne.
3. Isotermiline lõõmutamine
Kuumutage terast 20-30 kraadini üle Ac3 (hüpoeutektoidteras) või Ac1 ja Acm (hüpereutektoidteras) vahel, hoidke temperatuuri, kuni see on täielikult austeniteerunud ja ühtlane, ning jahutage seejärel kiiresti alla Ar1 A teatud temperatuuri (st austeniidi kõige ebastabiilsemat temperatuuri) hoitakse isotermiliselt, kuni austeniit on täielikult muundunud, ja seejärel jahutatakse seda õhkjahutusega või jahutatakse ahju, õli ja veega, et saada ühtlasem struktuur kui täielik lõõmutamine, tõhusalt kõrvaldada. sepistamispinget, lühendage lõõmutamisaega ja parandage tootlikkust täieliku lõõmutamise teel. See sobib hüpoeutektoidse, eutektoidse ja hüpereutektoidse terase jaoks, nagu 20CrMnTi, 5CrMnMo, Cr12MoV, T8 jne.
4. Üldine sferoidiseeriv lõõmutamine
Terast kuumutatakse vahemikus Ac1 kuni Acm (või Ac3) ja pärast piisavat soojuse säilitamist jahutatakse see jahutamiseks aeglaselt 500-650 kraadini C, et teras saaks peeneteralise (sfäärilise) karbiidstruktuuri. hajutatud ferriitmaatriksile. See parandab lõikejõudlust ja vähendab karastamise ajal deformatsiooni ja pragunemise kalduvust, nii et teras saab üsna ühtlase lõpptulemuse. Laagriosade, tööriistade, külmtöövormide jms eelkuumtöötluseks.
5. Isotermiline sferoidiseeriv lõõmutamine
Kuumutage eutektoidteras või hüpereutektoidteras temperatuurini Ac1 pluss (20-30 kraadi) (kui võrkjas karbiid algses struktuuris on tõsine, tuleb seda kuumutada veidi kõrgemale kui Acm), hoidke seda sobiva aja jooksul, ja seejärel jahutage see temperatuurini, mis on veidi madalam kui Ar1. Temperatuur on isotermiline, kuni austeniidi muundumine on lõppenud, seejärel ahju jahutamine või õhkjahutus ja sferoidiseeriv lõõmutamine. Tavaliselt kasutatakse süsinikterasest ja legeerterasest tööriistades, külmtöötlemise stantsides ja laagriosades. Saab parema karbiidi sferoidiseerimise kvaliteedi ja lühema protsessiaega.
6. Kiire sferoidiseeriv lõõmutamine (normaliseeriv - sferoidiseeriv lõõmutamine)
Hüpereutektoidne teras kuumutatakse Acm pluss (20-30 kraadini), õhkjahutatakse (normaliseeritakse) pärast kuumsäilitamist, et saada helbeline perliit. Seejärel viiakse läbi sferoidiseeriv lõõmutamine või isotermiline sferoidiseeriv lõõmutamine koos sferoidiseeriva lõõmutusega. Seda kasutatakse paksude perliithelveste, tõsiste võrkjas karbiidide ja raske sferoidiseerimisega terasdetailide sepistamiseks, nagu T12, laagriteras jne.
7. Normaliseerimine (tavaline normaliseerimine)
Hüpoeutektoidteras kuumutatakse temperatuurini Ac3 plus (30-50 kraadi ), eutektoidteras ja hüpereutektoidteras kuumutatakse Acm pluss (30-50 kraadini ), hoitakse teatud aja jooksul ja jahutatakse seejärel õhkjahutusega temperatuurini. saada perliitstruktuuri kuumtöötlus, viimistleda struktuuri, kõrvaldada Keskmise süsinikusisaldusega terase Widmandariini struktuur või hüpereutektoidse terase võrkjas karbiid vähendab pinget ja parandab töödeldavust. Hüpoeutektoidsete, eutektoidsete ja hüpereutektoidsete teraste kuumtöötlemiseks.
8. Normaliseerimise teine etapp
Pärast kuumutamist ja kuumuse säilitamist tavalise normaliseerimisega jahutage toorik esmalt umbes 550 kraadi alla Ar1 ja seejärel asetage see ahju või tuhasse aeglaseks jahutamiseks kuumtöötlemiseks, et vähendada deformatsiooni ja kõrvaldada ebanormaalne kude. Seda kasutatakse keeruka kujuga detailide või suurte ristlõike mõõtmete erinevustega detailide või ebanormaalsete struktuuride suhtes kalduvate teraste jaoks.
9. Kustutamine
Kuumutage terast temperatuurini Ac3 pluss 30-50 kraadi (hüpoeutektoidteras) või Ac1 ja Acm vahel (hüpereutektoidteras), hoidke soojas, kuni saavutatakse vastav kõrge temperatuuriga faas, ja seejärel kustutage kiirus, mis on suurem kui kriitiline jahutuskiirus martensiidi struktuuri saamiseks. Terase puhul kasutatakse karastamist ebaühtlase struktuuri saamiseks, et parandada tugevust ja kõvadust. Austeniitse roostevaba terase puhul on karastamine lahusega töötlemine ja karastamist kasutatakse terase korrosioonikindluse ja kõrge temperatuuri oksüdatsioonikindluse parandamiseks.
10. Sepistamise kuumkarastamine (kuulub kõrge temperatuuriga deformatsioonikuumtöötlusse)
Pärast sepistamise moodustamist kuumsepistamise teel (tooriku temperatuur lõpliku sepistamise ajal on tavaliselt umbes 900 kraadi) kustutatakse see kohe karastatud konstruktsiooni saamiseks karastuskeskkonnas. See on kuumtöötlusprotsess, mis ühendab kuumsepistamise ja kuumtöötluse. Sepise tugevuse, plastilisuse ja sitkuse parandamiseks ning protsessi lihtsustamiseks, energia säästmiseks ja tööviljakuse parandamiseks. Kasutatakse peamiselt hüpoeutektoidse terase jaoks, nagu teras 45 ja 40Cr ning muud terasest kuumad sepised.
11. Kuum isotermiline sepistamine
Pärast sepistamise kuumsepistamist kasutatakse kontrollitud jahutamist, tavaliselt jahutamist teatud temperatuurini alla Ac1 umbes 5 minutiga ja isotermiliselt, kasutades ülejahutatud austeniiti täielikult ferriidi ja perliidi struktuuriks muutmiseks ning kuumtöötlust juhuslikuks jahutamiseks pärast õiget kuumutamist. säilitamine. Ühtlase tasakaalustatud struktuuri saamiseks, sepistamispingete kõrvaldamiseks ja töödeldavuse parandamiseks saab mõne materjali puhul lühendada transformatsiooniaega ja säästa energiat. Seda kasutatakse peamiselt legeeritud karbureeritud terasest sepistamise eelkuumtöötlemiseks ja seda saab kasutada ka tööriistateraste jaoks, nagu CrWMn.
12. Kasutage normaliseerimiseks osa heitsoojust
Pärast sepistamist kuumsepistatakse, jahutatakse õhkjahutusega umbes 500 kraadini, austeniit on täielikult muudetud ja seejärel kuumutatud sooja lõõmutamistemperatuurini, millele järgneb kuumuse säilitamine, kiire jahutamine, isotermiline jahutamine ja isotermiline lõõmutamine. Lisaks energia säästmisele on selle eesmärk lõõmutamine samal temperatuuril.
13. Karastamine
Kuumutage karastatud või normaliseeritud toorik teatud temperatuurini alla Ac1, hoidke seda teatud aja jooksul ja jahutage seejärel sobiva kiirusega toatemperatuurini, et muuta karastamise teel saadud ebastabiilne struktuur stabiilsemaks struktuuriks; vähendada sobivalt kõvadust ja tugevust, parandada plastilisust ja sitkust, vähendada või kõrvaldada jääkpinget.
14. Kõrge temperatuuriga karastamine
Kuumutage terast teatud temperatuurini alla Ac1 (tavaliselt vahemikus 500-700 kraadi) ja jahutage pärast kuumuse säilitamist õhkjahutust, et vähendada kõvadust, parandada plastilisust, vähendada või kõrvaldada sisemist pinget, mõne legeerterase kõvadus on pärast normaliseerimist liiga kõrge, kasutage kõrget temperatuuri Karastamine vähendab kõvadust ja keskmise süsiniku struktuur karastatud kõrgel temperatuuril pärast kustutamist.
15. Karastamine
Keskmise süsinikusisaldusega konstruktsiooniterase normaalse karastamise ja kõrge temperatuuriga karastamise kuumtöötlusprotsess võib saada häid kõikehõlmavaid mehaanilisi omadusi.
16. Lahusravi
Kuumutage vananemisega tugevdatud sulamit või roostevaba terast ja kuumakindlat terast teatud kõrge temperatuurini (roostevaba terase ja kuumakindla terase puhul 1000-1150 kraadi), et lahustada kogu tugevdusfaas või suurem osa sellest tahkes lahuses, reguleerige tera suurust ja seejärel suhteliselt kiirel (vesi, õhk jne) jahutamisel parandada tugevdusfaasi ebaühtlast jaotumist sepistamise olekus, vähendada kõvadust, parandada plastilisust, korrosioonikindlust ja elektrijuhtivust või valmistuda järgnev vananemisravi. Roostevaba terase, kuumakindla terase ja vananemisega tugevdatud sulamite jaoks.
17. Vananemisravi
Tahkelahusega töötlemisel saadud üleküllastunud tahke lahus püsib toatemperatuuril või teatud aja jooksul, nii et üleküllastunud lahustunud aine maatriksis sadestub ühtlaselt. Stabiliseerib kude ning suurendab tugevust ja kõvadust. Seda kasutatakse vananemisega tugevdatud sulamite, roostevaba terase ja kuumakindla terase töötlemiseks pärast lahusega töötlemist.
4. kategooria: Austraalia standard
1. AS 4991-2004 Tõsteseadmed
2. AS 2076-1996 R2014 terastrosstropid
3. AS 1666.1-2009 Trosstropid, 1. osa Toote spetsifikatsioonid
4 AS 1666.2-2009 Siidtrosstropid – 2. osa hooldus ja kasutamine
Valamisjärgne protsess
1. Kuumtöötlus: lõõmutamine, karboniseerimine, karastamine, karastamine, normaliseerimine, pinna karastamine
2. Töötlemisseadmed: CNC, WEDM, treipink, freespink, puurmasin, veski jne;
3. Pinnatöötlus: pulberpihustamine, kroomimine, värvimine, liivapritsiga töötlemine, nikeldamine, galvaniseerimine, mustamine, poleerimine, siniseks muutmine jne.
Vormid ja ülevaatusseadmed
1. Vormi kasutusiga: tavaliselt poolpüsiv. (välja arvatud kadunud vaht)
2. Vormi tarneaeg: 10-25 päeva (vastavalt toote struktuurile ja toote suurusele).
3. Tööriistade ja hallituse hooldus: Zhongwei vastutab täppisosade eest.

Kvaliteedi kontroll
1. Kvaliteedikontroll: defektide määr on väiksem kui 0,1 protsenti .
2. Proove ja proovitööd kontrollitakse 100 protsenti tootmise ajal ja enne saatmist, masstootmise proovide kontrollimine vastavalt ISDO standarditele või kliendi nõuetele
3. Testimisseadmed: vigade tuvastamine, spektranalüsaator, kuldse kujutise analüsaator, kolme koordinaadiga mõõteseade, kõvaduse testimise seadmed, tõmbetugevuse testimise masin;
4. Pakkuge müügijärgset teenindust.







Küsi pakkumist